ストラディヴァリが製作に使用した道具には、現代の製作者から見ると非常に非合理的とも思われる物がいくつかあります。
現代の製作者は、これらの道具が、技術的にまだ進歩していなかった為に使っていたのであり、今はもっと進んでいると思い込んでいます、、、。
しかし、これらの道具はストラディヴァリの楽器の素晴らしさを作り出した秘密でもあります。
では、これらの道具の一つ、パフリング カッター(日本の筋罫引きの様な道具)を見てみます。
クレモナの製作者はもとより、現代の殆どの製作者は、楽器の縁に付く黒い二本線の象嵌で黒白黒の薄い板を合わせて三層にしてあるパフリング(purfling)を入れる溝を掘る為の線を引くのに二枚刃のパフリングカッターを使います。

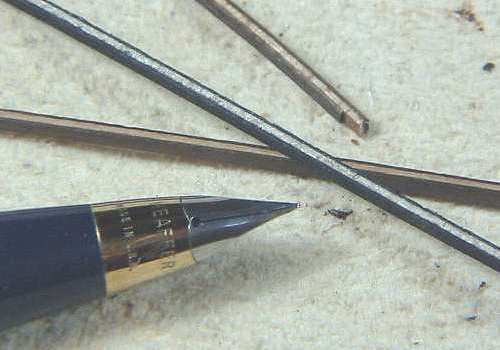
二枚の刃を合わせたドイツタイプのパフリングカッター

1978年に自作したパフリングカッター
鋳物ではなく、4枚の真鍮の板を銀蝋付けしてある
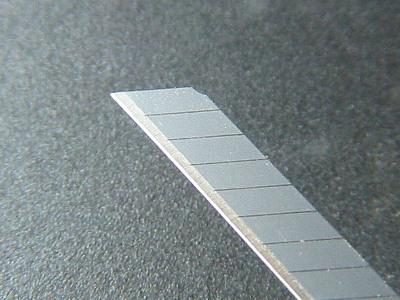
パフリングカッターを縁に当てて罫引きをする

フチに象嵌してあるパフリング(
坂井克則作)
パフリング
(
黒白黒の薄い板を合わせて三層にしてある。経木のように薄く削った2枚の板を染め、サンドイッチ構造に染めていない板1枚と貼り付け、この合板を蕎麦のように切ってある。)
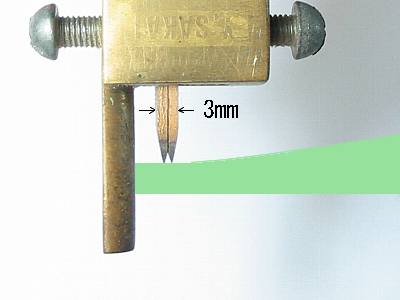
これは、1.2mmほどの細い平行線を引くのだから二枚刃の方が合理的の様に思われます。
しかし、ストラディヴァリは幅の違う一枚刃のパフリングカッターを二回引く事でこの平行線を引いています。
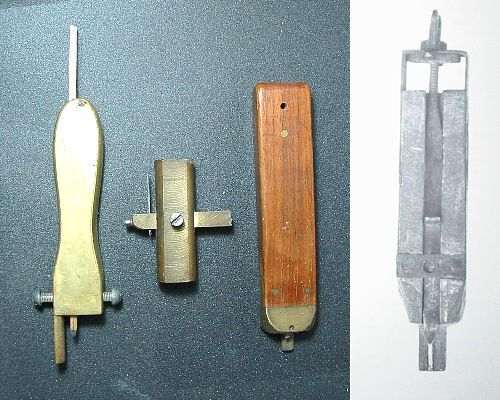

(左から)現代の製作者が主に使うドイツタイプのパフリングカッターと十字形の物と自作品、
及びストラディヴァリのパフリングカッター(右)
ドイツタイプの二枚刃と、一枚刃の自作品とストラディヴァリのパフリングカッター
サッコーニの"ストラディヴァリの秘密"と言う名著(冥著)にも『なぜ平行線を引くのに幅の違う一枚刃のパフリングカッターをわざわざ二回使ったのか?』と言う事に関しての明快な回答はないのですが、私は、このやり方を知った時にストラディヴァリの感性のすばらしさに感激しました。
ストラディヴァリが一枚刃のパフリングカッターを二回引く事でこの平行線を引いた理由は、これを使うしかなかったと言う二つの必然性と、これを使う事によって生まれた六つのメリットがあります。
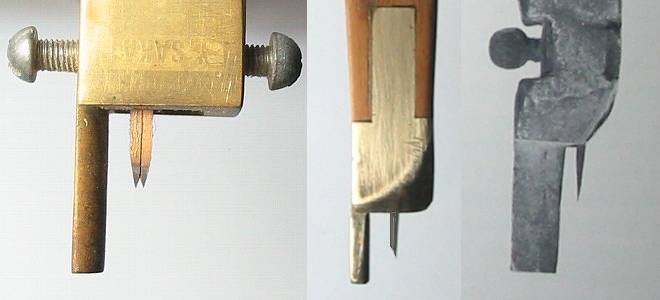
また、すばらしい事に、ストラディヴァリのパフリングカッターは、幅の微調整を上部の蝶ネジを回す事で行っています。
(二つ前の写真、右)
ドイツタイプのパフリングカッターは、二枚刃の間隔の調整は紙などを挟み、幅の調整は左右のネジで行い、間隔を変えるとなると非常に煩雑です。
私たちは、300年以上前と比べたら、自動車、飛行機、無線など、総ての分野で比較にならないほど進歩していると思っていますが、このパフリングカッターに関しては、まったく反対です。
これは、製作に関して『流動的であるべきである』と言う感性がまったく受け継がれていないからです。即ち、現代の製作者は、形の根本を考える事なく基本的には古作をコピーする事から、パフリングの幅は1.2mm、そして縁から4mmであると言う固定値に固執して、一度あわせるとあまり変える必要がないと思ってしまっているからです。
この話を進める前に予備知識として、刃物のベベル(切刃角の面取り)の両刃と片刃、及び研ぎについて少し述べておきます。刃物について知識のある方は飛ばしてください。
ここで言う刃はベベル(切刃角の面取り)の事でありエッジ(切刃)の事でありません。
即ち、ここでの両刃は、諸刃(もろは)の剣(つるぎ)のような、身の両側に刃のある事ではなく、片刃は身の片側に刃のある事ではありません。
ここでの片刃と両刃
日本語では諸刃(もろは)と両刃(りょうば、もろは)は同じ意味ですが、私は諸刃(もろは)は英語のdouble
edged、またはdagger-刺す為の短剣-であり、両刃(りょうば)はdouble bevelであり、また一般に言う片刃-single
edged-は、単刃(私の造語)と言うべきではないか、そして片刃は、single
bevelの刃物に限定すべきではないかと、言語学者ではないのですが私は考えております。
(即ち、日本語では英語のedged と bevel が混同、同義にされていますが、別けるべきであると思います)

Lovelessと言う製作者のBIG BEAR
ナイフ
一般に言う諸刃、両刃は、上図の様な身の上下に刃の付くナイフや剣を指す
(私としては、この刃は諸刃(もろは)または剣(つるぎ)と言う表現に限定すべきであると思う)

一般に言う片刃は、包丁、日本刀の様な下辺に刃のつく物を指す
作りかけたままになっている1978年製の最後のDropped
Hunter
ナイフ(坂井克則作)
私もLovelessにあこがれて70年代に28本ほど製作した
(私としては、この刃は単刃-私の勝手な造語-と言う表現にすべきであると思う)
ナイフの愛好家としては、諸刃(もろは)のナイフが殺傷能力が高いことで残忍な犯罪に使われ、規制が厳しくなったのは残念ではありますが仕方のない事であると思います。
(大型のカスタムナイフは、アメリカの開拓者魂の象徴であり、日本では熊狩りのハンター以外必要がないのだから!)
刃物を上記のエッジの意味ではなく刃のつけ方(ベベル)で大きく分けると、もう一つの意味での両刃(りょうば)と片刃に分けられます。
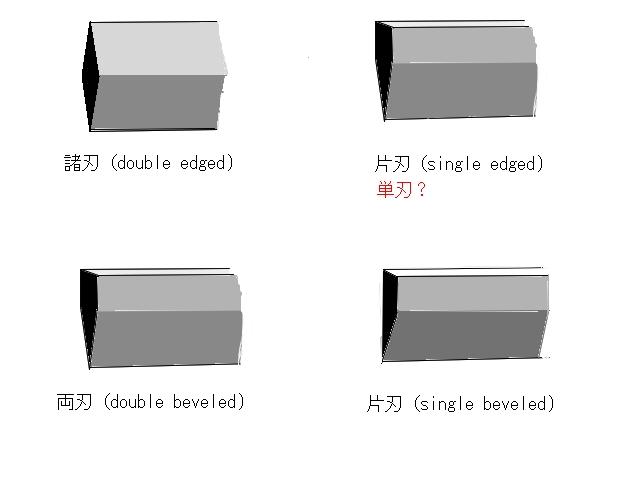
勝手に諸刃と両刃を分けて、片刃-single
edged-は、単刃(私の造語)とした
即ち、edge(切刃)も、刃の形状で両刃(double beveled-両切刃)と片刃(single
beveled-片切刃)に分けられる
両刃は西洋のナイフや竹割り鉈や日本刀のような身の左右の面で対称に刃(ベベル、面取り)が附けられているものです。片刃は、鑿や鉋の刃や切出小刀の様に、一辺に刃が附けられていて、もう一辺は裏刃と言って、平面となります。この為に片刃の切出小刀には、右と左があります。
両刃
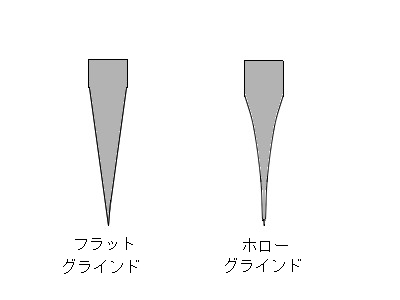
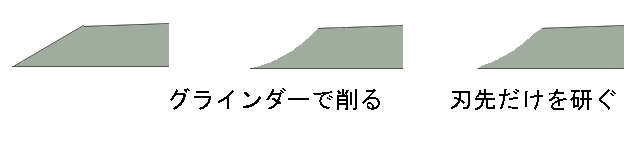
また、両刃は研削(グラインド)の形状で別けると左右の切り刃が真直ぐ(フラット グラインド)と、窪んでいる(ホロー グラインド)タイプになる
一般にフラット グラインドの切れ味は、ホロー グラインドより少し落ちるが、刃持ちが良い
ホロー グラインドは、研ぎ易く切り込みは良いが、フラット グラインドより刃こぼれし易い
(先の二本のナイフの写真は共にホロー グラインド)
片刃の切出小刀は右と左がある
(勿論、一般の鑿や鉋の刃には、右と左はない)
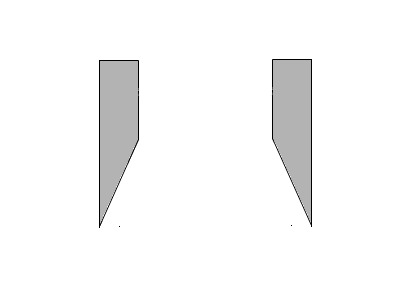
片刃
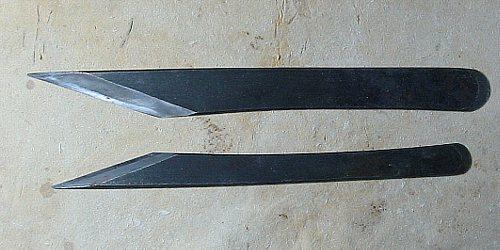
右、左のある切出小刀
両刃の利点は、大きな肉塊を二等分に切り分けていったりするのに便利です。と言うのは、刃が中心線上に真直ぐ入って行くからです。この為に、切断面は平面とはならず、左右で押された断面となります。
片刃は削ぎ取ったりするのに便利です。と言うのは片刃の右と左により、刃が食い込んだり、逃げたりするからです。この為に、裏刃の切断面は。綺麗な平面となります。
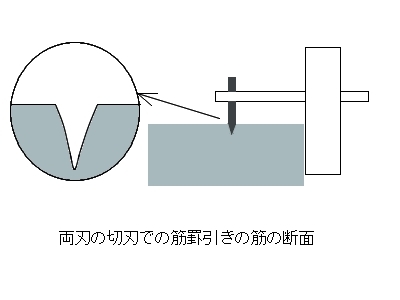
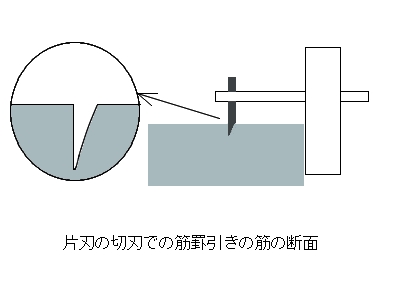
筋罫引きの切刃の形状による溝の違い
両刃の切断面は平面とはならず、左右で押された断面となり、
片刃の切断面は、裏刃の側で綺麗な平面となる

ネックの中心線を引く両刃の切刃を付けた西洋の筋罫引き
また、両刃には上記の形状の他に大切な要素として小刃があります。
小刃とは、主に西洋の両刃に付ける刃先の切刃角で、ナイフで 20~30度、西洋包丁で 5~10度に左右から研ぎます。
これにより、刃こぼれを防ぎ、刃もちが良く、切れ味が落ちても先端部の小さな面積を研ぐだけで直に刃が付けられます。
小刃の角度を少なくすれば、切れ味は良くなりますが、刃こぼれし易く、刃もちが悪くなります。この為に、使用目的により、小刃の角度を変える必要があります。
(但し、西洋カミソリは一般に小刃をつけないで、非常に鋭利に研ぐ)
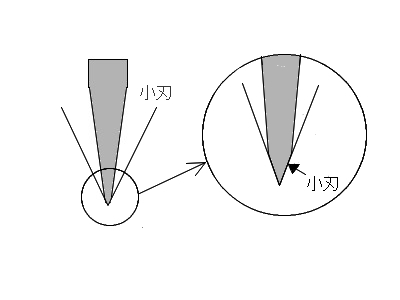
小刃と小刃の角度
両刃のカッターナイフの刃に附く小刃(刃先の光った部分)
即ち、片刃の切刃角にも言える事ですが、一般に削る物が硬いほど、切刃角を大きく取る必要があります。鉋の刃も、ヒノキや、杉などの軟材を削る時は、刃の台への仕込角度を小さく取ると同時に、切刃角も小さく取り、ケヤキや紫檀などの硬材を削る物は、仕込角度、切刃角共に大きく取ります。
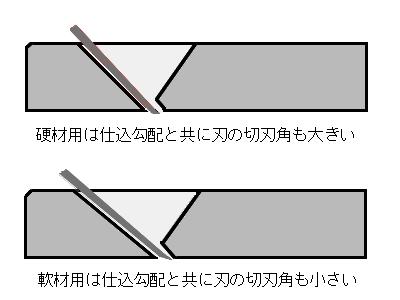
鉋の刃の仕込角度(勾配)と切刃角
上は硬材を削るので仕込角度、切刃角共に大きい
下は軟材を削るので仕込角度、切刃角共に小さい
また、日本の木工では仕込勾配を先の様に便利な曲尺を使って表します、即ち1寸または1尺に対してのアークタンジェント(逆正接関数)で表します
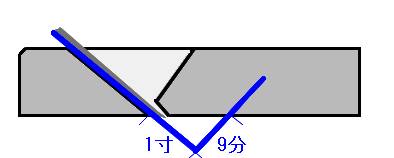
9分勾配(1尺で表すと9寸勾配)=atn 9分/1寸=atn 27.27/30.3=atn
0.9=41.98度
7分5厘勾配(1尺で表すと7寸5分勾配)=atn 7.5分/1寸=atn 22.7/30.3=atn
0.75=36.86度
また、この方法は尺や寸でなく、cm目盛りの曲尺でも同様な事ができます。
-補1-
三角関数及び逆三角関数を視覚的に確認しながら求められる簡易三角関数電卓プログラムを作りました。弦長や駒の高さ、及び鉋の仕込勾配等にお使いください。
求められる関数
・正弦関数(sine;
サイン) ・逆正弦関数(Arcsine; アークサイン)
・余弦関数(cosine;
コサイン) ・逆余弦関数(Arccosine; アークコサイン)
・正接関数(tangent; タンジェント)
・逆正接関数(Arctangent; アークタンジェント)
・余割関数(cosecant; コセカント)
・正割関数(secant;
セカント)
・余接関数(cotangent;
コタンジェント)
話が少し脱線しますが、
世界に誇る日本の木工具の一つである、この曲尺で傾斜や勾配を取る事は非常に合理的で素晴らしい曲尺の利用法の1つです。
今は木工技術の伝承が薄くなった為に、曲尺を単なる直角定規と思っている大工が増えていますが、昔の棟梁は、これで丸太の直径を測る事で、何寸の柱が取れるかのような平方根を開く事を数学の知識なしで出来たり、角度定規としたり、まげて曲線定規としたり計算尺ともしていました。
(またこの曲尺の断面の形が墨付けや、曲げに対して素晴らしいのだと思います)

曲尺の断面の形

墨芯での墨付けの時に僅かに浮く曲尺
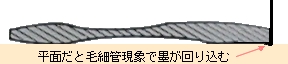
もしも平面だと毛細管現象で墨芯の墨が曲尺の下に回りこみ綺麗な線が描けない
ロットリング定規も同様な機能がある

計測の時は少し浮かせて目盛部を密着させる事で計測精度が上がる
一般に定規は目盛の部分が薄いほど計測精度が上がる
これが厚い竹製やアクリル定規の目盛り部が楔形になっている理由の一つである
また曲尺の角はヴァイオリンのコーナーと同じく僅かに厚くなる
曲尺の詳細は読者の方に調べて頂く事にして、話を元に戻しますと、
市販の鉋台は機械で仕込みをするので有りませんが、鉋台を自作する時は仕込勾配を分度器ではなく曲尺で小端(側面)に取り押溝、刃口等を切り掘る為に仕込勾配を示す墨サシの痕が残ります。

墨サシが残る自作の豆鉋台(実際は墨サシではなく、細いロッドリングで書いていますが、、、)

日本の仕込勾配90度の鉋の台等を修正する台直鉋(立鉋)

硬いフェルナンブーコ材を削る為に仕込勾配90度で、しかも返刃に仕込んだ西洋の押し使いの著者作の弓製作用立鉋
刃は英国DARWINS社の高速度鋼(ハイスピードスチール=HSS=ハイス)金工用鋸刃を流用
(返刃とは、刃の仕込が裏表逆に仕込んであり、裏刃で削る)
日本の鑿、鉋、小刀、和包丁等の刃物は、切刃角が15度~30度であり片刃である為に一般には小刃を附けません。日本の切刃角の小さい刃物や硬材用では、蛤刃(はまぐりば)と言って片刃を完全な平面でなく、意識的に僅かにフクラミを持たせて研ぐことで、刃こぼれを防ぎ、刃もちを良くする事があります。
(下手な人が研いだ丸刃ではない)
では何故、日本の刃物の多くは、片刃なのか、また小刃を附けないのか?
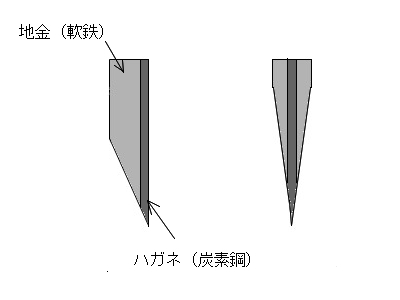
日本の刃物は、一般に西洋の刃物が全鋼でロックウェール(RC)硬度60以下なのに反して、RC硬度61以上の非常に硬度の高い鍛造された炭素鋼(はがね)を、柔らかい地金(鍛鉄、軟鉄)と合わせて沸し付けし、主に二層にした物であり、硬度が高い割りには破損し難く、全鋼ではない為に高価な鋼材の節約と共に研ぎやすいと言う反面、厚くなり、鋼材を裏刃として片刃にしなけらばなりません。
(肥後守のように砂鉄から作った玉鋼(たまはがね)や炭素鋼を柔らかい鋼で包み三層にすれば両刃に出来るが、また日本刀は、割刃金と言って軟鋼に硬鋼を挟んだ物もあるが、一般には柔らかい鋼を芯金として、外側を全面、硬い炭素鋼で作り、皮金としている。 これは、肥後守や木工用小刀と違い、研ぎながら使っていく木工具ではない為と思われる。 そしてこれが、後述する千代鶴是秀が日本刀を打つ技を持っていたにもかかわらず、研ぎながら使って行く道具の中にこそ切れ味があると考え、1本も打たなかった理由であるようにも思われる)

七歳の誕生日に父からもらった初めての私専用の肥後守(ひごのかみ)と言う両刃の小刀
日立金属の青紙1号と言う炭素鋼を地金に割り込ませて三層構造にしてある
私の子供の頃は小刀も鉛筆削りと同じく子供の必需品的おもちゃであって決して危険な物ではなかった様な気がする
日立金属の青紙1号(実用RC63前後)とは、同社の白紙1号(実用RC61前後)が炭素1.3~1.4%のみであるのに対して、炭素1.3~1.4%、クローム0.3~0.5%、タングステン1.5~2.0%を含む日本を代表する特殊炭素鋼(錆びるが粘りがあり刃持ちは良い)である、スウェーデン鋼で有名なアッサブ社のK
120(実用RC63前後)も刃持ちの良さにおいて非常によい炭素鋼である また日立金属には錆び難い合金鋼として440Cに似たステンレス刃物によく使われる銀紙1号(実用RC58前後)や、ATS
34(実用RC62前後)と言う非常に優れた154
CMと同等な航空機部品用の鋼もある-含有率は日立金属安来鋼カタログより
片刃にする事で、裏表を同等に交互に研ぐ事無く、主に切刃部を研ぐだけで手早く鋭利に研げ、刃は何時も完全な直線となります。
この為に、始めから切刃角を20度前後にして、小刃を附ける必要がないようにしています。
そして、小刃を附けないもう一つの理由として、西洋の刃物(ステンレス鋼)と比べて、高度な伝統技術で鍛造された炭素鋼の為に硬度が高い割には粘りがあり、刃もちが良いと言う事があります。
また、研ぎの面から日本の刃物に小刃を附けない理由を考えると、名倉砥石や鳴滝砥は別として日本の天然仕上砥石は西欧の刃物でよく使う硬質タイプの仕上げ用アーカンサス砥石などと違って非常に柔らかい為に、細い線状である小刃の平面性を維持して研ぐのが大変である事、また細い小刃を付ける為に研ぐと高価な砥石を痛める為と思われます。

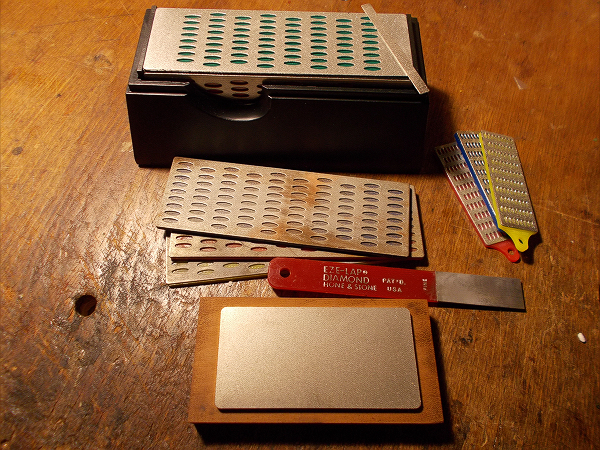
半ガラス質の珪酸塩鉱物(Novaculite)で硬質タイプの各種アーカンサス仕上げ用砥石とホーニング オイル
アメリカのアーカンソー州のワシタリバー山脈付近で取れ、一般に水ではなくホーニング オイルを付けて医療用や小振りの刃物、精密機械部品、烏口などのデザイン用品等を鏡面研磨するのに使われる
Arkansasの英語の州を表す発音はアーカンソーが正しいが、この砥石が日本に輸入された時にローマ字読みの正音で読まれた事、及び砥石にかかる形容詞句的意味でアーカンサス、アルカンサスとして紹介された為に一般にはこの様に呼ぶ事が多いと思われる
(1881年の州議会でアーカンソーと言う発音に決定するまではアーカンソー、アルカンザス共に使われていたそうです)
-注-
鍛造された炭素鋼を、地金と合わせて二層、三層にするのは、日本の唯一の技かと思っていたら、西欧でも戦前に全鋼ではなく二層にした鉋の刃があった。
現在は、スウェーデン製の肥後守と同様な三層の両刃の木工用ナイフも販売されているし、あまり硬くないが炭素の含有量が0.15%以上とステンレス鋼としては多いい為に焼き入れが出来るマルテンサイト系ステンレス鋼
SUS 410に白紙2号と言う炭素鋼を割り込ませた三層の錆び難くて炭素鋼の良さを持つナイフ用鋼材も市販されている。
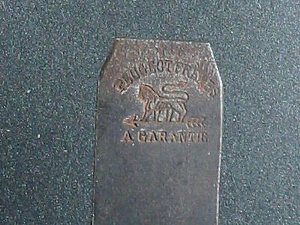
工具、コーヒーミル、自転車や自動車で有名なフランスの Peugeot
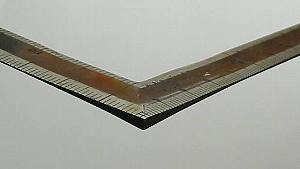
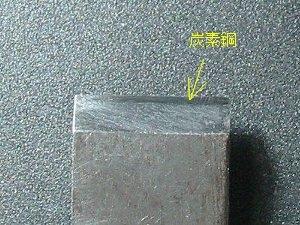
freres(プジョー兄弟社)の刻印が入る1800年代後期に作られたと思われる二層にした鉋の刃
自動車と同じくプジョー社の発祥の地、フランシェ・コンテ地方の紋章であるライオンのマークが入る
矢印の所が炭素鋼、二層にした物は、研ぐと硬さの違いから、地金は曇るが、炭素鋼の部分は硬い為に良く光る
また、この裏刃は裏スキ(凹み)がなくベタ裏と言って全面平面である
二層の片刃と三層の両刃
西洋の刃物も炭素の割合を増やすことでRC硬度を62位に上げ、もっと切刃角を小さくして鋭利にすれば、より切れ味が良くなるのではないかと思ってしまいますが、粘りがなく、刃もちが悪く、刃こぼれし易く、錆び易く、研ぎ難く、そして最も危険なことに破損し易くなってしまいます。
即ち、刃物の良さとは、単に最初の切れ味がよいと言う事だけではなく、刃もち(粘り)の良さ、研ぎ易さ、錆び難さ、破損に対しての安全性の5つの要素の総合バランスと私は考えます。
そして、一般に切れ味は、刃もちの良さ、研ぎやすさ、錆び難さ、破損し難さの4つの要素と相反します。
炭素鋼に関してですが、炭素の含有量が多いいほど、硬くなり切れ味は上がります。しかし、ミクロの刃こぼれが起き易くなり、硬くて研ぎ難くなり、炭素が多い事で錆びやすくなり、弾力がなくなり基から破損し易くなってしまうという事です。
この点で、日本の刃物は、鋼を適度に(鍛え過ぎは猶及ばざるが如し)鍛える事で硬度が高い割には粘りがあり、軟鉄に薄い鋼を沸し付けする事で研ぎやすく、破損し難いと言う素晴らしいバランスであると思います。
(セラミックの包丁は、錆びに縁がなく抜群の切れ味と刃もちの良さを持つが、粘りがまったくなく、刃こぼれし易く、ダイヤモンド砥石でしか研げなくて、そして非常に破損し易いと言う最悪のバランスがプロの調理人に受けない理由であると思われます 但し、野菜や果物などの酸味がある為に鉄気を嫌う物を切るには化学変化が無く最高であるが、、、)
-注- 「ダイヤモンド砥石でしか研げなく」に関して (セラミック包丁の刃の砥ぎ方、磨耗による刃のつけ方)
セラミックの包丁は、一般的なダイヤモンド砥石で研ぐと、600番以上の細目でも小さな刃こぼれがおきて上手く研げません。
これは、工業用ダイヤモンド粉末砥粒を電着した基材がマンガン鋼で硬く、粘りのないセラミックが、この基材の上で砥がれるとダイヤモンドの硬さに負けて、刃先に微細な割れを起こす為と思われます。
私は、発砲スチロールを台として、その上に400番程度の耐水ペーパーを貼り、小刃を5度以下か、殆ど寝せて少量のダイヤモンドペーストを2000番、4000番、8000番の順に付けて研ぎ、最後に10000番のダイヤモンドペーストやルビーパウダーをつけた皮砥をかけます。
尚、ダイヤモンドペーストなしでも、時間は掛かりますが、発砲スチロール上の耐水ペーパーのみの、空研または少量のホーニング オイルを付けて、400番、800番、1500番等と替えて擦る事で、研ぎではなく、磨耗により刃を付ける事が出来ます。
これは、シリコン カーバイト(炭化ケイ素)の砥粒は、セラミックより硬度が低いのですが、セラミックの刃の切れ味が落ちるように、どんなに硬い物でも磨耗します。
(懐かしい話ですが、レコードプレイヤーのダイヤモンド針も磨耗により交換しました)
これが、時間を掛ければ、セラミック材より硬度が低い耐水ペーパーの砥粒でも刃が付けられる理由と思われます。
セラミックの包丁は、一般的なダイヤモンド砥石では刃こぼれが起きてしまう

発砲スチロールの上に貼るシリコン カーバイト系の砥粒を持つ耐水ペーパーと、
各番手のダイヤモンドペーストとルビーパウダー
このクレモナでも、あまり正しい研ぎを知らない日本人製作者がイタリア人に研ぎを教えるせいか、もったいない事に西洋の刃物を高価な本山(ほんやま)の仕上げ砥石で研いでいます。
西洋の硬度のあまり高くないのに粘りもない刃物を、日本の仕上げ砥石で研ぐと、刃先が鋭利になりすぎ、確かに最初の切れ味、切り肌は良いのですが、刃もちが悪くなります。
新しく購入した西洋の刃物(鑿、鉋)の研ぎは、直ぐに使える状態に研いであっても先端部は、正しい硬度になっていないので、まず湿式の低速グラインダーか、日本の合成粗砥、または天然荒砥の大村砥石で、2mm程度落とします。
(日本の鉋の刃もヒトウラと言って数ミリ使い込んだ所から、いや、刃を三等分した中間部に本当の切れ味があると言われます ヒトウラについては -補3- を参照して下さい)
日本の刃物だけでなく、ハイス鋼は別として西洋の刃物も一般の乾式グラインダーに掛けると、どんなに濡らしても刃が焼き戻ってしまい、硬度が落ちてしまうので、イタリア人は良く使いますが、乾式のグラインダーは禁物です。
次に、裏押(刃の裏に平らな鏡面を作る事)の後、1000番程度の合成中砥、または天然中砥石の青砥、天草砥、沼田砥等をかけ適切な、即ち自分の使用目的に合った切刃角を付け、刃を上向きにして見て刃先に白い糸状の反射光がなくなるまで研ぎます。
日本の刃物の場合は、この後、仕上げ砥石の本山、名倉砥石、内曇等を使って鏡面に仕上げますが、西洋の刃物は、小さなサージカル ナイフや小振りの彫刻刀は硬質のアーカンサス砥石で鏡面にするので別として、一般のナイフや木工の刃物は顕微鏡的に見ると刃先に中砥による細かい鋸刃状のギザギザが残った状態で、研磨剤をつけた皮砥をかけて、鏡面にします。
この為に、木の切削断面は、日本の刃物のように綺麗ではないのですが、鋸刃状のギザギザが木材の繊維質に良く引っかかる事で効率よく、また刃もちも良くなります。これは、SERRATED(のこぎり状)のナイフの刃や、セラミックの包丁の小刃が完全な鏡面ではなく、研磨のギザギザを僅かに残すことで、刃もちと、切断能力を上げているのと同じです。
-注-
西洋の全鋼の鑿や鉋の刃は、ナイフのホロー グラインドの考え方で、表面(切刃の面)を湿式のグラインダーにかけ、ちょうど日本の刃物の裏スキの様に凹ませて、先端部2~3mmだけを中砥で研ぐと言う手法もあります。
但しこの手法はどうしても刃の消耗が早くなります。
西洋の一般的な手法

TOOL ナイフのロールスロイスと称される
大口なSERRATED(のこぎり状)の刃を持つSOG社のナイフ
西洋でも、日本の合成砥石や高価な天然砥石が好評で、普及して来ていますが、日本と西洋の刃物の鋼材の違いと、日本の木工は仕上げも刃物で行い削り艶といって切り肌を大切にするが、西洋の木工では仕上げは紙やすりやスクレパーによると言った使用目的の違いを考える必要があります。
また、私見ではありますが、根本的には日本の砥石のような多孔質で水を付けて使う砥石は、西洋の石灰質な水では、目詰まりにより最大の効果が出なくなるように思われます。
-補3-
ヒトウラ(一裏?)の語源について
ヒト裏とは、材木屋であった母の実家で遊んでいた子供の頃、老建具職人から聞いた言葉で、私の個人的推測ですが、1回目の刃の裏出(うらだし)の後をさすと思われます。
日本の鉋の裏側は完全な平面でなく裏スキと言って僅かに凹でいます。そして一般には購入時点で鍛冶による刃の先端部を表から叩いて裏スキを殺す裏出しがしてあるので購入後、金盤と言う厚い鉄板の上で少量の金剛砂に一滴の水を垂らし強く擦って研ぐ事で裏刃の先端に鏡の様な平面部を作ります。

金盤の上で少量の金剛砂に一滴の水を垂らし強く擦って乾いたら、また滴下すると言う作業を繰り返す事で金剛砂が超微粒子になり鏡面ができる
この作業は、平面性が大切なので砥石ではやらない
この作業は裏押(うらおし)と言われ、西洋の裏刃はベタ裏と言って全面総て平面にするのと違って、日本の刃物の特徴であり、平面を出す研ぎの作業が先端部だけですむ事で鋼の面である裏刃に楽に平面が研ぎ出せ、しかも平面性、直線性が上がると言う最大の利点の一つです。

裏スキをして窪ませてあるので、裏押(うらおし)と言う平面を出す作業が先端部だけですむ日本の鉋の裏刃と、
平面に研ぎ出すのが大変なベタ裏の西洋の裏刃
【頑なに伝統を守った刃物は、購入時点では裏出しも裏押しもしていないのですが、、 私の愛用している彫刻刀屋の平刀は勿論、刃がつけてなく〔とめてあり〕、柄を自分で仕込むどころか、裏押しもしていない黒刃〔黒打ち〕です。
『私としては、使用者が目的に合わせて切刃角や、柄を付けるのが本筋であり なるべく黒刃を購入する事を薦めます』と言うのは、
日本の木工用刃物の最大の特徴は、購入して直に使える物ではなく、使用者が仕立てる事によって、使い物になると言う事です。】
裏刃は一度、金剛砂をつけて鏡面にすると、裏切(うらぎれ)と言ってこの平面部がなくなるまで、仕上げ研ぎの最後に、仕上げ砥石で刃返り(はがえり)を取るだけで荒砥、中砥で研がれる事はありません。
しかし、何十回か表面(切刃の面)を研いで裏押した裏刃の先端部に平面部がなくなった場合、即ち裏切した時は、購入者による裏出しと言う作業が裏押しをする前に必要となります。
裏出とは、刃を表面(切刃の面)から小さな玄翁等(私は軽量と狙って打てると言う事で芋槌と言う彫金で使う金槌を愛用)で軽く叩いて凹んだ裏刃の先端部のみを膨らまして平面を作る事です。
この裏出は、鋼の部分を叩くと刃を割ってしまうので少し慣れが必要です。
近頃は、裏出が難しいので裏出をする事無く裏押だけで、刃を使い切る人もいるようですが、裏出は正しい裏押をする為に必要です。
また鑿は、鉋とは反対に裏刃で切り進み、しかも裏刃が基準面、誘導面になることから西洋の鑿と同じくベタ裏にすると言われますが、私はこの裏すき、裏出、裏押しと言う一連の世界に誇る日本の刃物の技を考えた時に、ベタ裏にすると言うのは好きではありません。
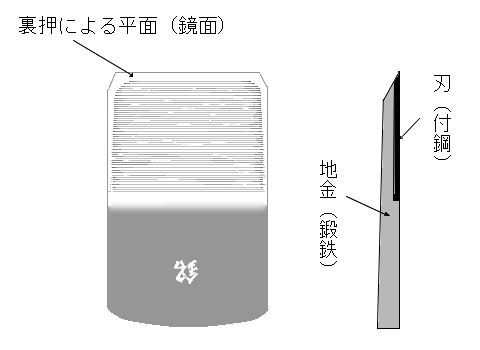
裏押(うらおし)による裏刃の平面部
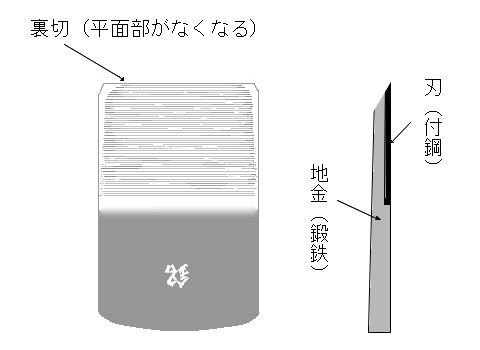
裏切(うらきれ)した裏刃(平面部がない)
この様に裏切した時は裏押をする前に裏出(うらだし)が必要となる
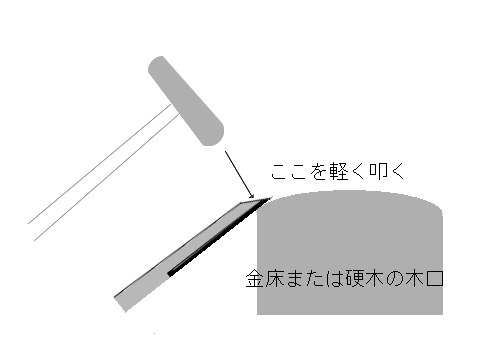
裏出(うらだし)
注意深く地金を金床の上で叩く(小さな刃物は硬木の小口が良いと思う)
なぜ裏出しが必要か?、なぜベタ裏ではなく糸裏がよく切れるのか?
裏出の必要性は主に三つ挙げられると思います。
第一に、裏押(うらおし)による裏刃に平面部を出す作業において面積が少なくてすみ、角の耳の部分がなめる事なく平面性、直進性が上がります。
即ち西洋の刃物の様に鋼材の裏刃の全面を完全な平面にする事は、角の部分がなめてしまい大変な作業であると言うことです。
第二に、裏出をする事無く裏押だけで刃を使用していくと言う事は、裏刃が研がれ徐々に先細りの薄い楔型になっていってしまうと言うことです。即ち刃が徐々に押溝(仕込み溝)に合った楔型から変形する事で、鉋の台の刃が入る押溝との間で緩くなり、使用中に刃が微振動を起こして切削面が僅かながらもミクロ的に見ると波をうったようになると言う事です。
(但し鉋の原点である一枚刃鉋の場合であり、明治時代に考案された押金(裏金)を持つ二枚刃鉋ではこの現象は押金に押されて起きないが、、)
第三に、裏出しなしで裏押しをすると鏡面部が太鼓橋のようになって行きますが、裏出しをして裏押しをするとこの鏡面部が細く刃先に平行になります。
細く刃先に平行にする事で切削抵抗を下げています。即ちこの状態では切削された鉋屑が良く逃げて排出も良く抵抗が少ないと言う事です。
(これも鉋の原点である一枚刃鉋の場合であり、押金(裏金)を持つ二枚刃鉋では効果は無いが、、)
即ち、これが裏切寸前の裏刃の平面部が細い糸のようになった糸裏がよく切れると言われる理由です。
また、これは私のまったくの推論ですが、地金を叩いて裏刃を湾曲させると言う裏出によって鋼の切刃部に撓みによるテンションがかかる事で物理的にセメンタイトに変化が起こり、粘りが上がのではないかとも思われます。
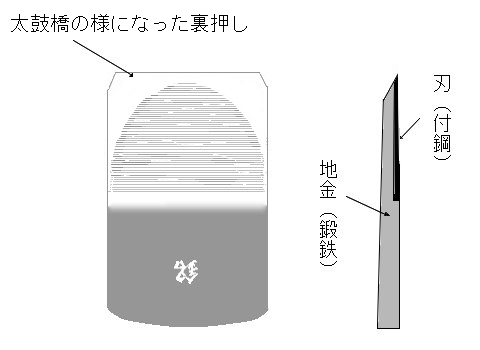
裏出(うらだし)なしで裏押しをすると裏スキがしてある為に鏡面が太鼓橋の様になって行く
また僅かにテーパーの付いた楔形の鉋身がより鋭角ななってしまう
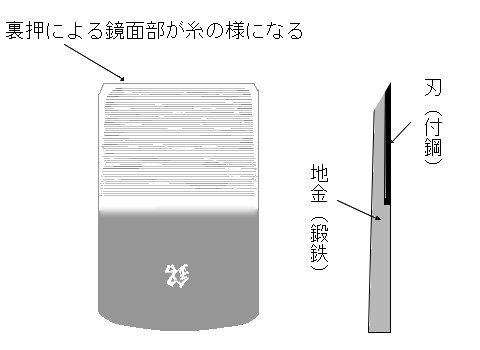
裏押しによる鏡面部が糸の様になり最高の切れ味と言われる裏切れ寸前の糸裏
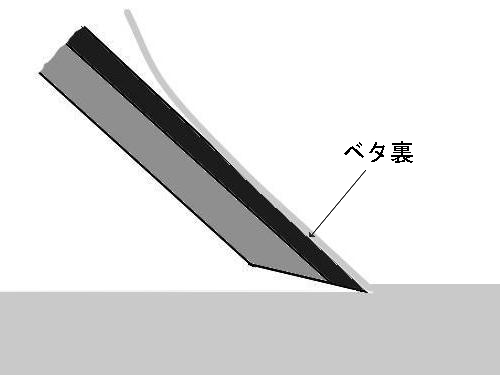
裏刃がすべて平面のベタ裏では、鉋屑の摩擦抵抗が高い
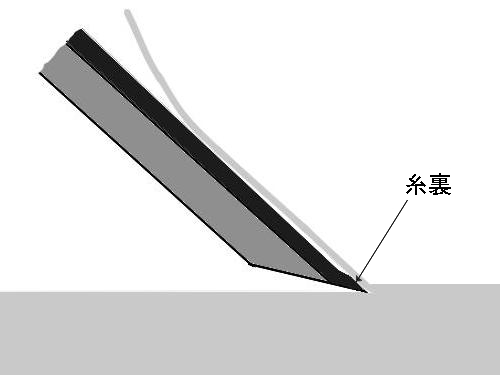
糸裏になると鉋屑の摩擦抵抗が低く排出も良い
これが裏切れ寸前の細い糸裏ほど抵抗が少ないので良く切れると言われる理由の一つ
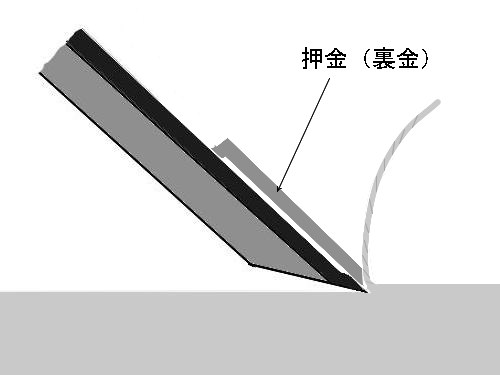
押金(裏金)を持つ二枚刃鉋
一枚刃で硬材や逆目に鉋をかけるのは、切刃角や刃の出す量の調整が難しいのですが、二枚刃では簡単にできます。また上図からも解るように、押金(裏金)をあまり刃先に近づけ過ぎると、鉋屑をむしり取る形となり、より切削抵抗が増え削り艶も落ちます。
明治時代に洋鉋を基に考案され急激に普及した二枚刃だが、やはり鉋は一枚刃が好き?!。
この急激な二枚刃の普及には、経済性を重んじ木理を見なくなり逆目の多いい製材をする様になった製材関係者の責任もあるかもしれません。
(太古において、日本の大木からの製材は、楔による割り木であったから木理が生きていた!)
また西洋の鉋の裏刃には筋目刃又は櫛刃、雁木刃(英語ではToothed=歯を付けた)と言ってギザギザを付けた物があり、逆目や虎杢の板を削るのに適しています。

STELLA
BIANCA(白星)と言うFIATの本拠地トリノで1888年に創業したイタリア最古の総合工具メーカーで、戦前に作られた全鋼ではなく鋼と地金の二層にしたToothed刃
Toothed刃をかけた後は、削り面が洗濯板状になるので、普通の鉋をかけて山を取り、スクレッパーなどで平面にする必要がある。また、二面を接着する時には、削り面に筋目を僅かに残す事によって膠の食い付きが良くなる
ストラディヴァリの楽器の横板には、この刃を使った痕が僅かに内側に残るものがある

X線の発見者ウィルヘルム=レントゲンの生地でもありゾーリンゲンと並ぶ工具製作の町だったドイツREMSCHEIDの刻印が入るメカニカルな構造を持つ大型の洋鉋の二枚刃
(これも鋼と地金の二層で鉋身85mm)
鉋身に付いた押金(裏金)の微調整は中央部の螺子を回して行う ある意味では合理的である
切れ味は価格に比例するか?
私は名匠の作とされる10万円以上の高価な鑿や鉋は持っていませんが、切れ味はヴァイオリンの音と同じく、ある程度の価格までは比例するが、ある上限を超えてからは趣味の問題であり、使用目的が優先すると思われます。
例えば、楓である裏板の接ぎに道具鍛冶の名匠千代鶴是秀の鉋を使い削り艶が鏡面の様に出た面と、RECORD社の五千円の洋鉋でミクロ的に見ると削り面の荒れた面と、どちらが膠の喰い付きが良いかと考えた時、明白であると思います。
私の少ない経験からではありますが、安物は絶対に切れませんが、ある程度の価格を超えた刃物の切れ味を比べた時に、価格の低い方が良く切れる事も多くあります。
また、考えなくてはいけない事は、刃物は道具であり消耗品であるという事です。あまりにも高価な鉋を買って、研ぐのも惜しく後生大事に飾っていても職人にとっては何の意味もないという事だと思います。
千代鶴是秀は刀(かたな)を打つ技を持っていたにもかかわらず、1本も打ちませんでした。なぜならば刀は美術品ではないし日用品とも言い難い。鉋、鑿、小刀などの消耗品こそ使ってもらって違いや価値が解ってもらえると述べています。
どんなに良く研いで錆止めをしても、三ヶ月使わないでいた刃物は酸化の為か切れ味が落ちます。毎日、使い込んでこそ、愛着の中に切れ味があるのではないでしょうか?
日本の伝統的木工技術は弦楽器製作に生かせるか?
私は、環境+性格の為か、子供の頃より木や刃物を弄ったりしてきました。しかし私も含めて弦楽器製作者の中には、日本の伝統的木工をある程度知っていても極めた職人はいないと言っても過言ではないと思います。
何故ならば、日本の伝統的木工を極めた職人にとっては、弦楽器製作など耐えられない世界かもしれないからです。
日本の伝統的木工は世界でも類を見ないほど正確で完璧とも言える直線や平面の交差の世界です。弦楽器製作は辻褄合わせとも言える異なった背く曲線や曲面の融合の世界です。この民族的感性が日本人製作者の楽器が硬く、イタリア人の楽器が柔らかいと言われる理由の一つであるような気がします。
だからと言って日本人が曲面を出せない訳でもないし、ストラディヴァリの楽器の中に気合を入れた平面が見出せ無い訳ではありません。
また最近の若い西洋人製作者の楽器を見ると、この曲線や曲面の融合の世界があまり生きていない様に思われます。これは建築や家具、身の回り分野においてグローバル化の為かこの世界を幼児期に肌で感じる事が少なくなって来ている為かもしれません。
30年前の西洋においてこの世界は建物、家具、調度品から食器いたるまてもっと生きていた様な気がします。(今は日本食の流行のせいかイタリアにも中国製の角皿が入ってきている)
漆喰の壁と障子で仕切られた畳の部屋で着物を着てコタツに入って折り紙を折りながら羊羹を楊枝で食べていた日本人は、この世界を学習しなければなりませんが学習の仕方によっては西洋人よりも意識する事ができると思います。
ストラディヴァリは渦巻きの面取りにおいて非常に平面を意識しています。
クレモナの現代の若い製作者、特にマエストロ モラッシー派の多くは、この面取りを刃物で取るのではなく、鑢や紙やすりで非常に丸めます。(日本の木工ではなめていると言う)
これはオールド楽器が磨耗により丸まっていてこの方が柔らかいと思っている事と、砥ぎと同じく平面にする事の難しさの理由からです。
しかしストラディヴァリの楽器をよく見ると下図の青色の面取り部分は磨耗が少ないために綺麗な平面が残っています。
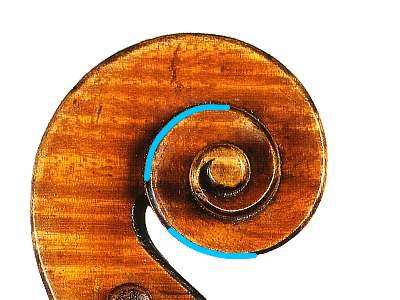
磨耗が少ないために綺麗で完全な平面が残る ストラディヴァリ TOSCA
これは偽者を鑑定する時の重要な点であり、コピー楽器を作る時は全周をピシッと平面に作った後、摩れる所は部分的に疑似的な磨耗として丸め、摩れない所は平面を残さなくてはいけません。
また、顧客や他の製作者に木工技術の腕を見せ付ける為に作ったとも思われる様な、完璧な平面に面取りした後に、この面に墨を入れた楽器も多くあります。(上図のTOSCAも墨が入る)

面取りした後に墨を入れたストラディヴァリのヴィオラ
ストラディヴァリの楽器が素晴らしいと言われる理由の一つは、彼は平面であるべきと所はピシッとした平面にする事で、対照的に曲線や曲面の融合の世界がより浮び上がり、生きると考えていたのではないでしょうか、、、。
西洋人の曲面の感性が息づく弦楽器製作の世界において、日本の伝統的木工技術を生かすと言うことは、単に隠れた作業である裏板や表板の接ぎや接着面の平面出しだけでなく、曲線や曲面の融合の世界を知ることで面取りの様な小さな部分でありながらアクセントとなる平面部を綺麗に作る事であると思います。
長々と脱線した刃物の話はこの位にして、パフリングカッターに戻ります
現代の製作者の使うパフリングカッターは、自作した物を除くと、殆どドイツのタイプです。
そして、このパフリングカッターを使う前に、パフリングを入れる縁の部分を完全な平面にしてから線を引きます。
(これは、ドイツの製作法から来ているのかも知れませんが?)
縁を平面にする
(脹らみや、板厚は出来ていない)
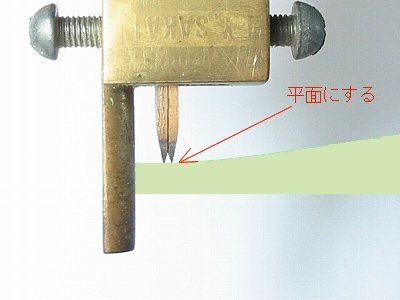
この平面を出してから二本線を引くと言う手法は、現代の製作者にとって最も合理的で、精度の良い仕事が出来ると思われています。
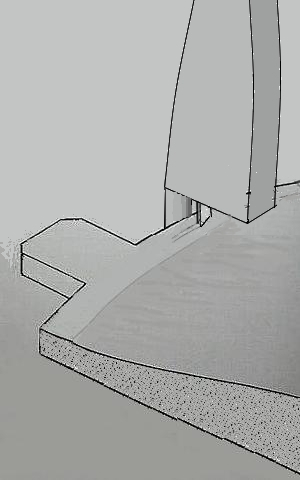
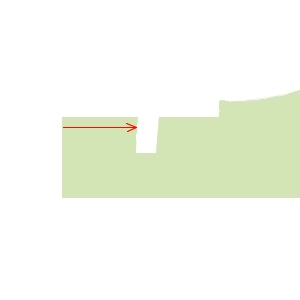
しかし、ストラディヴァリは、 ヴァイオリンを選ぶ時 4 フチの彫り に書いたように、丸鑿で掘った(彫った)後に一枚刃のパフリングカッターを使っています。
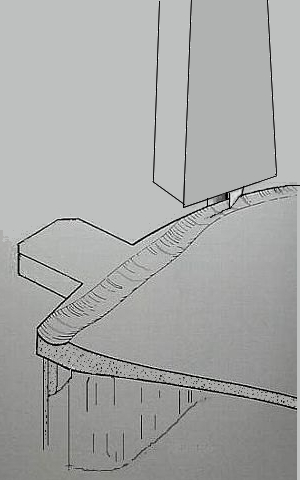
縁を丸鑿で掘ってある
(脹らみや、板厚は仕上げてあり、既に箱にしてある)
これがストラディヴァリが、一枚刃のパフリングカッターを使った必然性の一つであります。
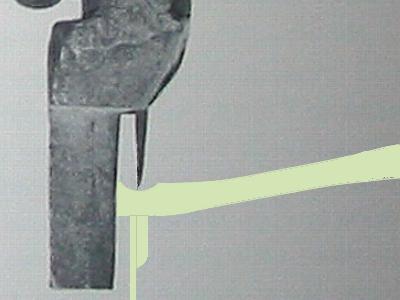
そして注目すべき事に、この一枚刃は片刃なのです。
(写真のストラディヴァリのパフリングカッターの刃は既に変形しているが)
いや、片刃を使う為に一枚刃にしたと言えるかも知れません。
と考えると、これも一枚刃のパフリングカッターを使った、もう一つの必然性です。
では、片刃の一枚刃のパフリングカッターを使用したメリットを考える前に、第一の必然性である平面にしないで、丸鑿で掘ってから、パフリングカッターを使うメリットを考えて見ます。
第一
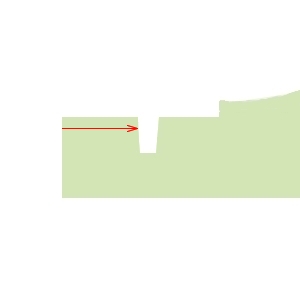
まず、パフリングは、縁飾りでもありますが、機能的には、縁から入る圏割れを防ぐ役目があります。この役目を考えた時に、パフリングはある程度の深さで入っている方が効果的です。平面にしてパフリングを入れてから、丸鑿で掘ると、2mm弱の高さのパフリングの1/3程度を堀取る事になり、非常に浅くパフリングが入る事になります。
丸鑿で掘った(彫った)後に、入れた方がパフリングの高さが、総て生きます。
縁を平面にする仕方(現代) 縁を丸鑿で掘る仕方(ストラド)

まず縁を完全な平面にする 縁を丸鑿で掘る

パフリングの溝を掘る
パフリングを入れる
丸鑿で掘る パフリングを入れた面を軽く仕上げる
(パフリングの深さに違いが出る)
第二
パフリングを入れる溝は、罫書いた線から、深くなればなるほど、切り込みによる誤差が大きくなります。即ち、なるべく掘らないで、罫書いた線の所が、一番綺麗な溝であると言えます。
パフリングを入れてから丸鑿で掘るので、溝の堀の不出来が縁からの距離や幅を変えてしまう
次に、第二の必然性である片刃の一枚刃のパフリングカッターのメリットを考えてみます。
第三
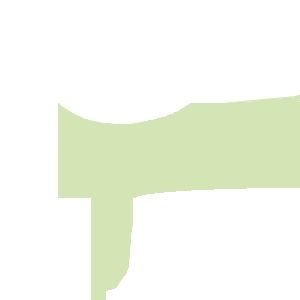
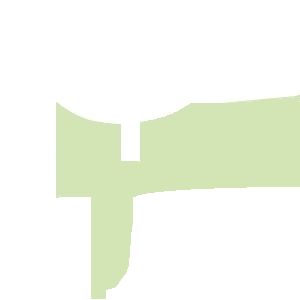
先の『筋罫引きの切刃の形状による溝の違い』で示した様に、両刃の切断面は左右で押されたV字の断面となり、片刃で切った壁は、裏刃の側で完全な垂直面となります。

二枚の両刃で切った溝の壁は、V字となる
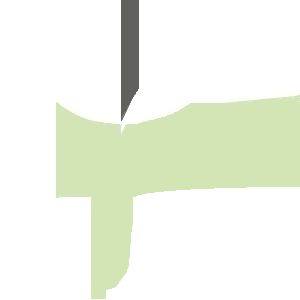
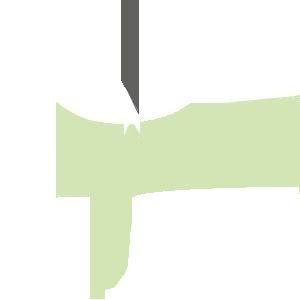
片刃で切った溝の壁は、垂直となる
第四
片刃の一枚刃は、厚さのある刃が使えます。
厚さのある刃が使えると言うことは、刃のたわみが起こり難く、切刃と本体の距離が取れ、線を良く観ながら引く事が出来ると言うことです。
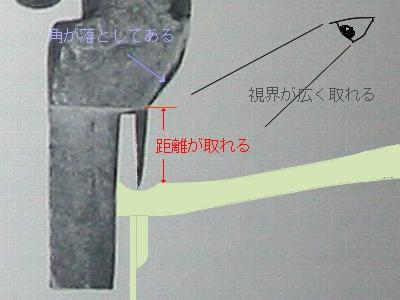
片刃の厚い一枚刃は、撓み難いので切刃と本体の距離が取れ、線を良く観ながら引く事が出来る
また、ストラディヴァリのパフリングカッターは視界を良くする為に角が落としてある
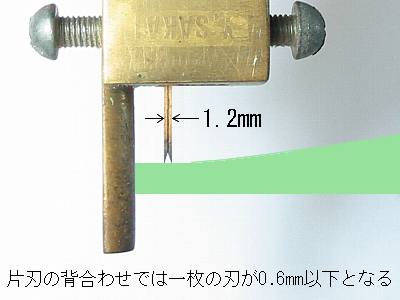
それなら、何故、二枚の片刃を背合わせにして強く二本の線を引かないのかと言う疑問が起こるかもしれませんが、1.2mm幅の平行線を引くのに二枚の片刃を背合わせにすると言う事は、一枚が0.6mm以下の厚さの刃を使うことになり、腰が弱くなり、刃のたわみが起こり木理に負けて綺麗な線が引けません。
また、1.2mmの間隔では、二枚の片刃は切刃部で、木を押し合う事になり、適切な深さの線が引けません。
第五
(パフリングの幅は頻繁に変える訳ではないので、これはあまり重要ではないかもしれませんが、、)
多くの現代の製作者は既製のパフリングを使うので厚さは殆んどいつも一定です。ストラディヴァリは時期によって厚さを変えています。
外側の線の外郭からの距離を一定とした時に、内側の線を引くパフリングカッターの調整だけでパフリングの厚さの違いに対応できます。
第六
(最後のこれは、私の独断でありストラディヴァリが意識していたかどうかと言う点では疑問が残るのですが?、、、 しかし、もしかしたらストラディヴァリが意図した最大のメリットかも知れません!)
二本の平行線を一本づつ引くことで、線を引く行為が不出来であった時の、自己検証度(Verify=べりファイ)が高くなります。
即ち、パフリングカッターの刃の向きはカーブの接線方向で、しかもガイドを縁に垂直に当てて引かれなくてはなりません。
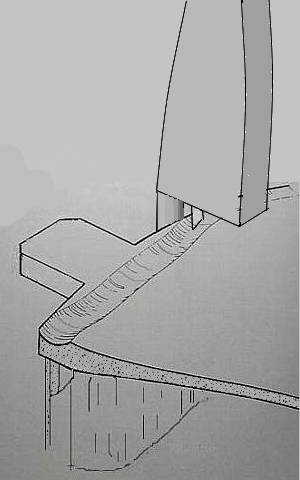
(但し、ストラディヴァリのパフリングは、垂直ではなく縁に密着させて引きますが、、下図参照)
もしも、刃の向きがカーブの接線方向でなかったりガイドが垂直にあたっていないと、ヴァイオリンで約4mmのフチからの線の距離が増減してしまいます。
この不出来の時に、二枚刃のパフリングカッターでは1.2mmのパフリングの線の幅は殆んど変わらないままフチからの線の距離4mmが変わります。
例えば、パフリングカッターが垂直でないためにフチから線までの距離が3.7mmになってしまった時を考えて見ます。パフリングが象嵌される1.2mm幅の線は、1.11mとなりますが刃が斜めに当たり線が太くなるので殆んど人間の目には1.2mm幅の平行線であるように見える事と、フチからの距離が0.3mm減少しても4mmに対しての0.75割(7.5%)である為にこのフチからの変化を感じ取り難くなります。
ところが、一枚刃のパフリングカッターを二回引くと言う事は、同じ失敗を同じ箇所でしない限り、0.3mmの変化は1.2mm幅の平行であるべき線に出ます。
即ち1.2mmの線幅が0.9mmや1.5mmになってしまうと言う事です。この増減は細い平行線が2.5割も変化する事であり一目瞭然です。
これが一枚刃のパフリングカッターを使ったストラディヴァリのパフリングが安定していて綺麗な理由の一つです。
また、パフリングカッターを自作する時に悩んだ為に感じたのですが、ストラディヴァリのパフリングカッターの柄は進行方向に縦長です。ドイツタイプの物は刃の側面方向に横長です。
横長のドイツタイプは刃のフチからの距離を、ネジを調整する事により大きく取れコントラバスにも使えます。
この様な汎用性の高さは別として、どちらが使いやすいかは製作者の好みや握り方の違いかも知れませんが、握った時の使用感や線を引くと言う動作を考えるとストラディヴァリのパフリングカッターの方が人間工学的なように思えるのですが、、、。
(彼の自作品か、当時市販されていたかと言う疑問は残るが、、)
進行方向に横長の柄を持つドイツタイプのパフリングカッター
進行方向に縦長の柄を持つストラディヴァリのパフリングカッター
これは、一枚刃を使ったもう一つの必然性と言えるかも知れません。
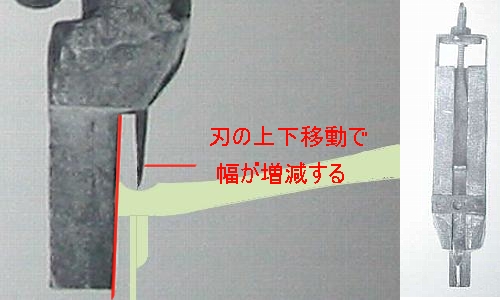
この仕組みは、縁に当てる部分を僅かに斜めに削り傾斜を付けて、一枚刃が上下に動く事で幅が変わるようにしてあります。
現代の市販パフリングカッターから見たら、すばらしく合理的な機構が付いています
‐結び‐
ここでの私の言いたい事は、決して現代の二枚刃のパフリングカッターの使用が間違っていて、絶対にストラディヴァリの様に一枚刃を使わなくては駄目だと言う事ではありません。
物作りにおいて、完璧な手法というものはなく、ある一つの手法は必ずメリットとデメリットを持っていると思います。一枚刃のパフリングカッターの使用は、時間と手間、また一組(2つの)のパフリングカッター、または一台ごとの幅の再調整が必要であると言う、デメリットを持っています。
ただ、現代のクレモナの製作手法が伝統的であるとか、過去より優れているとか言う割には、真のストラディヴァリの素晴らしい感性は、この様な小さな事でさえ、模作する事に囚われて、まったく理解されていないと言う事を、現代の製作者や楽器関係者に認識して欲しいという事です。
利潤至上主義の商人や大衆受けを狙ったマスコミがよく使うように、伝統的手法が全く受け継がれていないクレモナを、『ヴァイオリン製作の聖地』や『メッカ』であるとか、クレモナの二人の指導者的マエストロ、
モラッシーやビソロッティを『現代のストラディヴァリ』、『クレモナの伝統的手法を継ぐ巨匠』とか言う事で、現代の若い製作者は、ストラディヴァリの製作理念や手法が今に生きているように思い込んでしまい、本当の素晴らしさを考える感性がなくなっています。
現代のクレモナの製作者が、商人やマスコミの作り出した安っぽい美辞の宣伝フレーズに酔いしれる事無く、何が素晴らしかったのか、何を現代に生かせば良いのかと言う事を考える職人となって欲しいと望むものです。
最後まで読んで頂き、有難うございました。
間違いの点や御意見がございましたならば、下記まで